Following on from the three part collected article titled “Aeneas Coffey, John Dore and Foursquare”, Richard Seale posted an in depth look at “Yeast in Rum” in a 6 part series on his personal page, with his agreement I have again collated them into one single reference article below.
Yeast in Rum (or S. Pombe Revisited)
Part One – Yeast History
Back in October/November 2019, I created a quite a stir with some comments and a very brief post challenging some of the myths being created around the novel sacred cow that is S. Pombe yeast. At Foursquare we carry out natural fermentations (which contain S. Pombe) and having made some ‘high ester’ rums last year, it seems a good moment to make a further comment giving more details on the work of Jamaican chemists Percival H Greg, Charles Allan and S. F. Ashby.
A Little History:
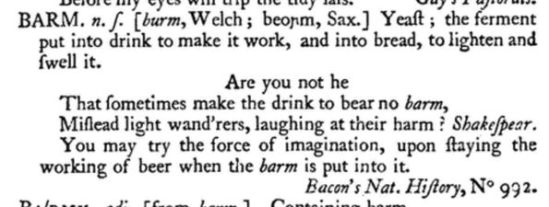
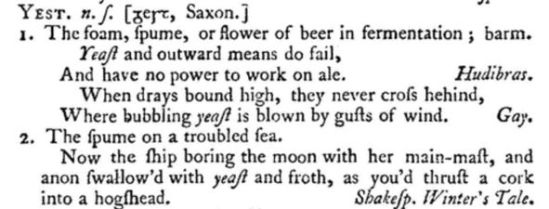
Yeast cells were among the first microbes seen in early microscopes and some of the earliest observations concluded it was produced by fermentation rather than the agent of fermentation. In 1755, Dr. Johnson is his famous dictionary defined ‘yest’ as ‘the foam spume, or flower of beer in fermentation’. See also his cross reference with the definition of ‘barm’.
Lavoisier (1789) investigated wine fermentation by qualitative methods and could not find a role for yeast in the reaction that produced alcohol. However, by this time scientists believed yeast (or ferment as it was called) played a role in starting the process. Berzelius called this catalysis. German Scientist Theodor Schwann identified yeast as a living organism and call it ‘zukerpilz’ – the sugar fungus (or sugar mushroom). His colleague Franz Meyen that provided the modern latin name in 1838 – saccharomyces cerevisiae – literally ‘beer sugar-fungus’ for the species of yeast in common use today (through the use of thousands of strains of the species). Pasteur also supported the idea that fermentation was a biological process, that is a process by living organisms.
Famed German biologist Justus Von Liebig disagreed with this ‘vitalist’ theory arguing that alcoholic fermentation was a purely chemical process – no living organisms were involved – and this led of one of the most famous disputes in Science. Liebig believed the yeast was kind of nitrogenous organic compound which decomposed the sugar and a product was deposited described as an insoluble ferment. This ferment could be used as ‘ferment’ in another sugar solution. Pasteur would eventually settle the debate through a set of brilliant experiments.
Ultimately neither scientist was entirely correct or entirely wrong. Eduard Buchner obtained pure samples of the fluid inside the yeast cell and discovered that the fluid could ferment a sugar solution despite the fact the yeast cell was obviously dead. He realised that fermentation reactions were a chemical process inside the yeast cell by what we know today as collection of enzymes. So alcoholic fermentation is after all a bio-chemical process. Buchner would publish his work in 1897 for which he would be awarded the Nobel Prize.
Pasteur’s work would extend to improving wine making. He observed that soured wine was caused by the presence of lactic acid. He further observed that sour wine contained not only oval yeast cells but small rod shaped bacteria. While alcoholic fermentation occurred via yeast, lactic acid fermentation occurred via bacteria. Pasteur developed the process of heating the wine to a specific temperature for a short time to kill the bacteria a process we know today as ‘pasteurisation’ which would eventually find widespread use in the beer, milk and juice industries.
Danish mycologist Emile Christian Hansen, working at the Carlsberg Laboratory would take yeast understanding a step further. Pasteur had not fully solved the problem of brewing cloudy and off tasting beer despite pitching bacteria free yeast cultures. Pasteur had seen yeast as homogeneous cells, Hansen was the first to isolate different strains/species of saccharomyces yeasts. He discovered that certain strains were directly responsible for the cloudy beer and so by isolating and selecting particular strains for the brewery the problem of cloudy and sour beer could be solved. So now it was necessary to not only eliminate bacteria from beer fermentation but also so called ‘wild yeasts’.
The work of Liebig, Pasteur and Hansen are important to understanding the work of two giants of the Jamaica Rum industry – the planter and distiller Leonard Wray and the chemist Percival H Greg which we will consider in Part two.
Part Two – Wray and Greg
Leonard Wray (family to the more familiar J Wray) published his famous treatise in 1848 and his understanding of fermentation was based on the work of Liebig.
For Wray, the nitrogenous matter that would initiate fermentation was already contained in the raw material and so no yeast (or ferment) needed to be added:
“it is seen that molasses and skimmings each contain sugar, gluten, and water; so that fermentation will occur spontaneously in them without the intervention of any foreign substance, such as yeast”
As Lavoisier had quantitatively demonstrated before him, Wray stated the elements of the yeast (the glutenous or albuminous matter) “take no appreciable part in the transposition of the elements of the sugar ; for in the products resulting from the action, we find no component part of this substance”
For Wray, as Lavoisier, the yeast had no part of the final product, for Wray “the peculiar flavour of rum is generally understood to proceed from the resinous, aromatic gum (or essential oil), contained in the rind of the cane”.
Wray relayed an anecdote which marvelously echoes today:
“It is not more than a few days ago, that I was asked by a person why yeast was not used by our sugar planters as ferment instead of dunder ; intimating in very significant terms, that he considered all the West India distillers a very choice pack of fools. Now, this person says that he has been for a long while manager of one of the largest distilleries in the world. He has written a pamphlet on distillation, with a view to enlighten the minds of all distillers, and no doubt fancies himself possessed of all possible knowledge of the subject. And yet this person, who is a clever man, and no doubt very competent to instruct English distillers, does not know what dunder is, or what is its use in the fermentation of wash.”
Wray in his seminal work put his erudite view in the strongest terms, “no foreign agent — such as yeast — is necessary. Nay, further, that such is extremely undesirable ; as it would change altogether the character of the fermentation” (my emphasis).
Wray’s understanding of fermentation was not precisely correct but in practical terms, he was not wrong. Moreover, he was prescient. Everything needed for fermentation was indeed there, no ‘foreign agent’ was needed but the rise of pitched yeast with isolated, sterile yeast strains would forever change the fundamental character of rum fermentation not just in Jamaica but in every rum producing country. Today, just a handful of rum distilleries operate under Wray’s philosophy, almost all of them in Jamaica, most notably the Hampden and Long Pond Estates in Trelawny.
The first serious challenge to this approach would come from Percival H. Greg. Greg was the first chemist to isolate individual strains of yeast as found in Jamaica distilleries. Greg was strongly influenced by the work of Emile Hansen and travelled to Copenhagen to work at the Carlsberg laboratory under the supervision of Hansen’s colleague, Prof. Alfred Jorgensen. At the Carlsberg Lab, he conducted a series of experiments on molasses and dunder sent over from Jamaica. Greg became convinced of the merits of isolating, selecting and pitching a strain of yeast as was now becoming practice in breweries and distilleries around the world. Writing in ‘The Sugar Cane’ in 1893, Greg advocated:
“Not only must we do away with spontaneous fermentation by using a ‘pitching’ yeast, as brewers term it, i.e. adding some previously prepared yeast to set our vats in fermentation at once, but I strongly recommend the selection and cultivation of a suitable type of yeast in a state of absolute purity”
Greg was not alone in his ideas. Pairault (1903) and Kayser (1913) also suggested that starter culture yeasts for rum production should be selected. Both Pairault (1903) and Kayser (1913) recognized that bacteria were also endemic to rum but in their view they negatively impacted on production efficiency and quality. Fahrasmane (2002) reported that “after 1918, some distillers in the French West Indies who wanted to increase the alcoholic yield decided to put into practice the advice of Pairault and Kayser on pure fermentations. Although the result was an increase in yields, the quality of these products evidently fell because of their increased chemical neutrality”.
The star of the show of the strains tested by Greg in Copenhagen was a fission yeast, aka Schizzosaccharomyces Pombe (S. Pombe) which he dubbed No. 18. It is this earliest work in yeast selection that still resonates today in those who believe this type of yeast to be the holy grail in the search for the best Jamaica rum. Following Pasteur and Hansen, Greg at this time saw bacteria as only a source of potential disaster.
Enter Charles Allan who took entirely the opposite view. We will examine that in Part three.
Part Three – Allan and Ashby
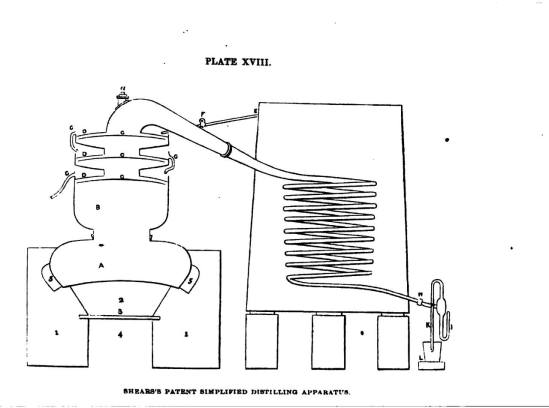
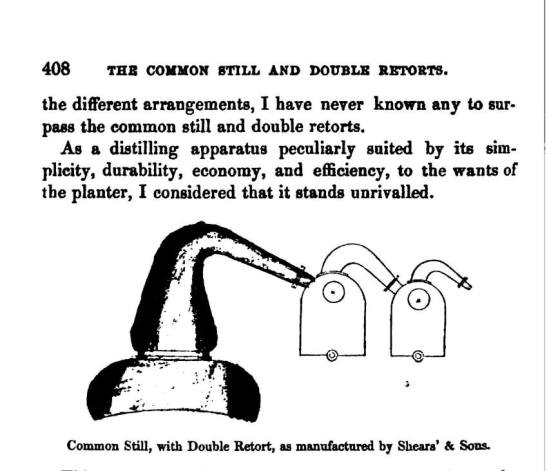
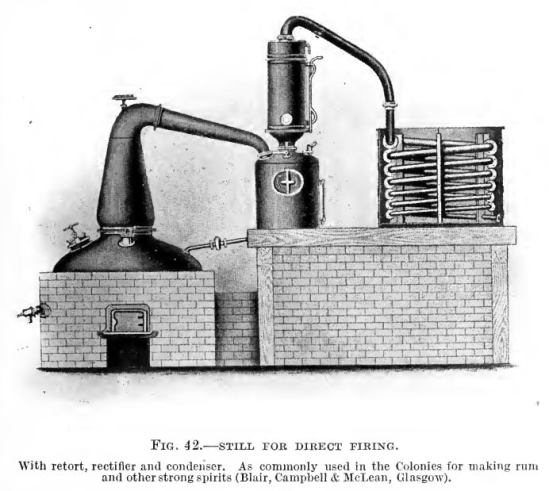
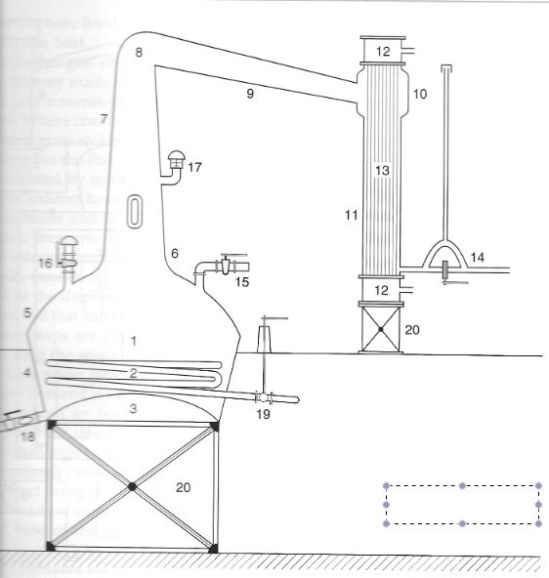
In 1903, the Jamaica Board of Agriculture decided to hire a specialist Fermentation chemist as well as to set up a sugar laboratory, a fermentation laboratory and an experimental distillery with a 50 gallon still with a “telescopic head” and detachable retorts. The purpose was to study rum making with a view to improving yields, quality and studying the types of yeast involved. Charles Allan would be given a three year contract for the role under the supervision of legendary ‘Island Chemist’, H H Cousins. In 1905, it was Allan who supervised the implementation of Cousins High Ether Process at a specially built plant at Hampden Estate. A process still in use today.
Allan was able to show that the “flavour” of Jamaican rum was not the result of alcoholic fermentation by yeasts but due to acidic fermentations by bacteria.
“The point I wish to emphasize at present is that the value of rum depends mainly on the secondary products [the congeners] it contains. I will show you by means of experiments in the laboratory that cane juice or molasses fermented by yeasts alone produce but very little of the secondary products. These, therefore, must be formed by other organisms, chiefly bacteria which swarm in the washes of Jamaican distilleries”
Allan contrasted the modern approach of breweries of his era with the approach needed by the Jamaican distiller to make the best rum.
“In the most up-to-date breweries now not only are all bacteria excluded but yeast which has been carefully cultivated from selected seed are only used. The effect of this on the article produced was to alter to an appreciable extent its flavour but it ensured its stability in character and in a short time the newly acquired flavour got to be appreciated. In the case of Jamaica rum however we have an article of a very different nature to deal with. The flavour is of a very pronounced character and is one of its chief assets. The flavour of beer is very delicate and is produced by the yeast itself whereas I am of title opinion that the yeasts contribute but a small amount of the flavour of rum”
Allan’s successor at the Jamaica Government Laboratory was S. F. Ashby. Ashby had also studied yeasts at Copenhagen and was the Bacteriologist at famous Rothamsted Experimental Station in the UK before arriving in Jamaica in November of 1905.
He set about to explore further the contribution of yeast to Jamaica rum. He set up ten experiments with sterile washes seeded with strains of the fabled S. Pombe, selected due to the earlier work of Greg. The results were a disaster.
“The rum could hardly be called by that name, and it showed the same character for all ten yeasts; in no case was any characteristic flavour produced”.
Ashby continued with another series of experiments where acid was added to the otherwise sterile washes seeded again with S. Pombe.
“The conclusion to be drawn from these experiments is that, whereas none of the fission yeast isolated from the estate washes was able to produce flavour on its own account, the top yeast owing to its slower fermentation admitted a greater amount of chemical ether production in a wash originally high in volatile acids. The latter result is in accordance with distillers’ experience as they consider that a wash showing a strong fatty head due to the top fermenting fission yeast yields the best flavoured rum.”
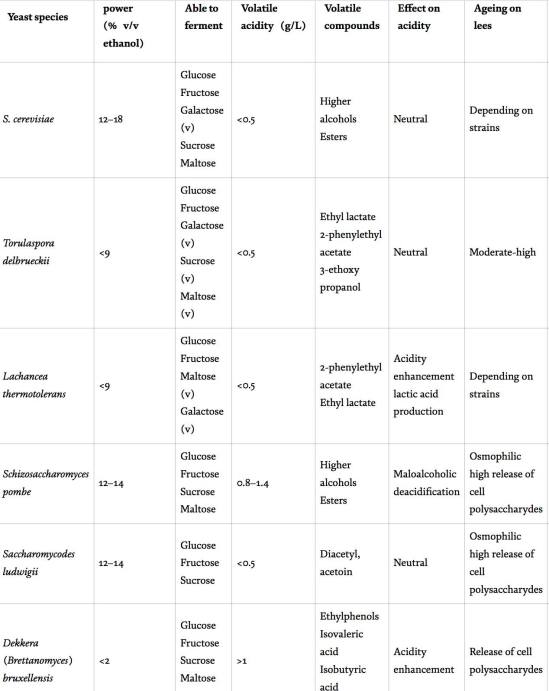
Ashby set up further experiments again with added acids but this time observing the behaviour of each species of yeast (S. Cerevisiae and S. Pombe) with each type of acid (acetic, lactic, butyric) these being the common acids in distillery washes (produced primarily by bacteria).
“The ability of the budding type [S. Cervisiae] to multiply and ferment more rapidly from the outset in the weaker acid liquors, like cane juice washes and fresh skimmings, explains why this is the only kind found in such liquor the acidity of which is generally under 0.5%. In the usual estate washes containing dunder, molasses, acid skimmings, and frequently specially added acid, [this would be known as ‘flavour’ made in a muck pit or trash cistern ] the budding yeast [S. Cerevisiae] is largely suppressed, but the more slowly developing and very acid resistant fission type [S. Pombe] takes possession, and is practically the only form found in washes the acidity of which is 1.0% and over”.
Ashby demonstrated in experimental work that the remarkable qualities of S. Pombe are not in its ability to produce flavour of its own account but its ability to make alcohol in washes that are set up to make the characteristic flavour of high ester Jamaica Rum. Its slow rate of fermentation is also particularly important in allowing these characteristic flavours to be developed rather than rapidly consuming the available nutrients and producing the sterilising alcohol which would retard their development.
After his contact was concluded, Ashby would continue to have an illustrious career, he would also work in Trinidad before culminating his career as the mycologist at the Imperial Mycology Institute located at the Royal Botanic Gardens in Kew.
In fact Greg too in his work had also demonstrated that S. Pombe was no panacea – a simple trial of No. 18 in the absence of dunder produced no flavour. In his final paper on Rum aroma published in 1895, Greg concluded:
“If one may be allowed to theorize a little, there seems sufficient grounds for concluding, from the results which I have up to now attained, that though the aroma of rum is in the first instance derived from the soil, that this influence is chiefly potential not actual; that it is latent , dormant , and only brought into existence during the process of manufacture”.
Greg was back to Wray even before the arrival of Allan and Ashby.
So what does yeast contribute? We look at that in Part four.

Part Four – Yeast Flavour
Yeast is a bit of sacred cow itself in distilling, not least of all the current fad of S. Pombe. The primary mission in this series of posts is to explain the role of yeast in the context of traditional Jamaica high ester rum, not to diminish its broader importance. The role of yeast in any spirit category is wholly dependent on the culture in which that spirit is made. Yeasts and bacteria are the organisms directly responsible to creating flavour in alcoholic fermentations. Allan summarised well the challenge of striking the balance between the two:
“In making rum the first consideration is to produce alcohol. This can be done by encouraging the development of yeasts but in so doing you are discouraging the growth of bacteria and again if you encourage the development of bacteria you are setting up conditions which are against the interests of the yeasts. You must choose a middle course and it is just here where our greatest difficulty arises.”
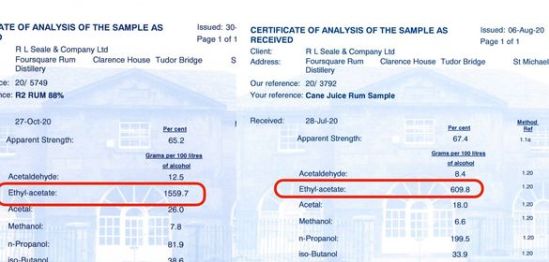
Fortunately yeast does not only make alcohol but flavour congeners are produced as by products of yeast metabolism. These include higher alcohols (propanol, amyl alcohol etc), acids (acetic, lactic etc) esters (ethyl acetate), acetaldehyde and diacetyl. Further esters are formed by combining the produced acids with alcohol. Nykanan and Suomalainen (1983) listed 400 flavour metabolites of yeast fermentation. Of course only the volatile ones that pass over into the distilled spirit would be relevant for rum or whisky.
Yeasts are not a typical fungus in that their spores do not migrate by air currents. They are thought to be carried in the stomachs of insects. Recent research in Belgium – Christiaens et al 2014 – showed that fruit flies could use the aromatic odour produced by yeast to find fruit. The yeast helps the fruit fly find the fruit and the fruit fly helps the yeast move around. In short, fruit flies defecate yeast, and yeasts defecate alcohol (and some nice smelling bits).
Yeast autolysis is the degradation (by its own enzymes) of the cell wall and its contents following the death of the yeast cell. Yeast death is not a function of age but of how many times the cell has reproduced. This autolysate or ‘yeast extract’ notwithstanding its foremost importance to making marmite plays an important role in flavour development in fermented wines and spirits. Autolysis is strongly influenced by acidity and ethanol both of which are abundant at the end of fermentation. Several flavour compounds are released during autolysis including fatty acids (which will make esters and aldehydes) and heavy esters (e.g iso amyl caproate), terpenes (thought to be the constituent of what famed Puerto Rican chemist Arroyo called ‘rum oil’) and higher alcohols such as iso amyl alcohol.
Yeast autolysis is a very important part of the champagne method where the where the wine is kept in contact with the yeast autolysate in the bottle. It is also known as the ‘sur-lie’ method for making white burgundy. The autolysate is also a source of nutrients for bacteria. Greg, in one of his caveats for using yeast No. 18 advised it was important that the ‘dead wash’ sit for a couple of days before distillation. Ashby noted that S. Pombe produced far more autolysate than S. Cerevisiae. This is because of the double wall thickness of the fission yeast. This extra biomass is mainly polysaccharides. It does not contribute to flavour in distilled spirits save for providing nutrients to bacteria.
So just how did Jamaicans strike the balance described by Allan. That is for part five.
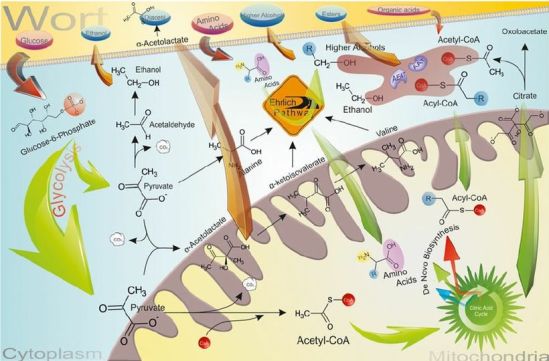
(pictured – A schematic overview of the main metabolic routes inside the yeast cell contributing to the synthesis of higher alcohols and esters when inserted in the fermenting medium)
Part Five – Striking the Balance
The addition of dunder (and its analogs of sour mash in bourbon or backset in whisky) as practised by all rum makers in the West Indies from the 17th century was precisely to set the balance described by Allan. By adding the acidic dunder at the outset, the acidity of the wash was increased to bring it into a zone that was still tolerable for yeast but inhibitory to bacteria. Favouring yeast was paramount because making alcohol is paramount. No point having bacteria produced flavour if they have gobbled up all the sugar and there is little or no alcohol. Many distillers today still adjust acidity in their pitched yeast fermentations by the addition of sulphuric or other acids.
Jamaica (and to a limited extent Barbados) would dimensionalize the molasses/juice/water formula of Wray by the addition of soured juice skimmings and something literally called ‘flavour’. Flavour was produced by a sort of parallel bacterial ferment using cane materials in a ‘trash cistern’ or ‘muck pit’. Each high ester rum making estate developed their own formula and method for ‘flavour’.
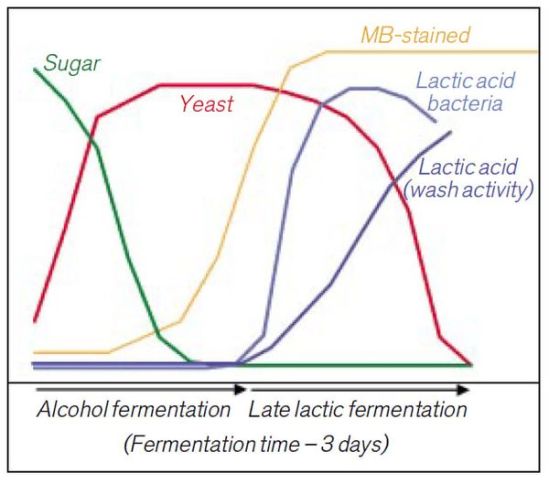
It is this use of soured juice and ‘flavour’ that tips the pendulum of aroma development in Jamaica Rum to bacteria over yeast, not that we wish to understate the importance of their symbiotic relationship. The creation and addition of ‘flavour’ in the Jamaican high ester rum making is the cultural equivalent of a bourbon distiller selecting and pitching their own favoured yeast strain. For wine and beer, yeast is king. In Scotch whisky, they do not boil the wort as in beer but rather heat it to 64C for a short time and so some bacteria is inevitably present during fermentation. With the early dominance of pitched yeast, the bacteria, chiefly lactic acid producing bacteria makes its presence felt at the end of fermentation – no role required for S. Pombe. Yeast autolysis would provide the nutrient requirements for the lactic bacteria. Late lactic bacteria is now widely considered to have a positive contribution to the flavour of the whisky (Geddes and Rifkin 1989). So in Scotch whisky, yeast is still king but the pendulum is swung a little in the direction of bacteria.
Today nearly every beer, wine or spirit including much of the rum in Jamaica is now made by pitching selected yeast strains, the practice outlined by Hansen in the late 19th century. The yeasts used are mostly of the saccharomyces type particularly the species saccharomyces cerevisiae for which there are literally thousands of strains. Saccharomyces types have such broad application because it fits the needs of the distiller so well. It is very efficient producing rapid fermentations, dominant (killer strains release a toxin to kill wild yeasts), tolerant of high alcohol content and by species/strain selection it reliably produces the desired flavour.
The yeasts used in whisky industry are mostly S. cerevisiae although various secondary species have been used. Lager yeast is S. pastorianus, ale yeasts include S. cerevisiae and apparently some S.bayanus strains. The wine industry mostly use S. cerevisiae and/or S. bayanus. Some wine makers and craft brewers use non saccharomyces types including Kloeckera, Saccharomycodes, Schizosaccharomyces, Hansenula, Candida, Pichia and Torulopsis. The use of non saccharomyces types is more practical in brewing because they can use a sterile wort. Trying to use non Saccharomyces types in rum is impractical as wild Saccharomyces strains will quickly dominate. Peynaud & Sudrand (1986), Haraldson and Rosen (1984) and Fahrasmane et al (1986) all found that Schizisaccaromyces strains in pure culture produced very few congeners.
In the past, Schizosaccharomyces yeasts were often detected in wines suffering from organoleptic faults through the appearance of sulfidric acid (hydrogen sulphide), acetic acid, acetaldehyde, acetoin and ethyl acetate. Most of these would not necessarily be a fault in rum making. Further research with highly selected strains of S. Pombe showed much better results (for wine) but their attraction for wine making was more related to the ability of this yeast to degrade malic acid rather than any remarkable aromatic profile. It should be noted that Ashby reported the existence of a ‘fruit ether’ yeast of the budding type, that is to say it was not S. Pombe.
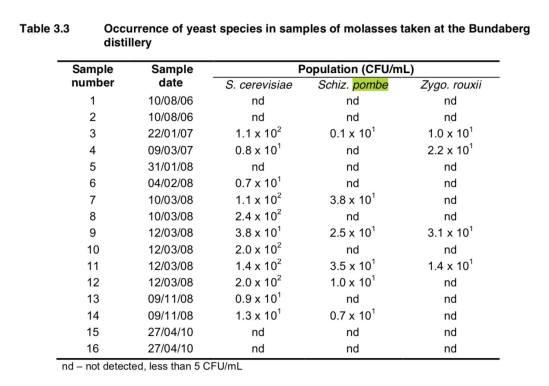
It has been suggested in some circles that S. Pombe needs to be “reintroduced” into rum making. It is a ridiculous statement, it never left. S. Pombe plays its usual role at Hampden estate as it has done for over 250 years and S. Pombe can be found wherever rum is made. Several early studies identified S. Pombe in molasses and juice in rum distilleries in the Caribbean. More recently Fahrasmane (1988) found S. Pombe prevalent in Haitain distilleries. Bonilla-Salinas et al (1995) found S. Pombe in Mexican distilleries and Green (2015) found significant counts of S. Pombe yeasts in molasses at Bundaberg in Australia. You can find S. Pombe in our fermentations at Foursquare where their role varies depending on the rum to be produced.
The revised interest and circulation of the papers of Greg, Allan, Ashby et al by bloggers, enthusiasts, distillers and writers is absolutely to be applauded. I cant praise these efforts enough. That this 100 year old work still serves as inspiration to younger craft distillers is a joy to observe. My caution is not to take the work in isolation and consider it hand in hand with later work and the practical operations of West Indian Rum today that has built on and added to that knowledge. That such is not readily available via google should not detract from its value. As Wray warned, do not take the West Indian distillers for a ‘pack of fools’.
We do not need to reintroduce S. Pombe to rum, what we need to do is protect the traditional way in which it is used.
We will consider that in part six.
Part Six – The Jamaica GI
The core of traditional Jamaica rum making is the art of using simply sugar cane derivatives, spontaneous fermentation and batch distillation. Distillers were able to improve and innovate without ever breaking these fundamental core principles. In 1893, the year Greg published his first paper, 148 Jamaica distilleries operated this way. By 1948 there were just 25. Today just one distillery owner exclusively practices these methods. Pitched yeast and continuous distillation have changed Jamaica Rum (and Barbados Rum) forever as warned by Wray and J C Nolan (special commissioner to the UK for Jamaica rum) respectively. These two horses have bolted. There is no putting them back. But we can stop here and forever protect these methods.
In 2016, the Jamaican distilleries by unanimous agreement restricted the addition of fermentation agents ( those foreign agents of Wray! ) to yeast and only to yeast of the saccharomyces types. There was no restriction on native yeasts and bacteria proceeding in their normal spontaneous and natural way. How could they? Forced Sterilisation? One-third of the shares in a single Jamaica distillery changed hands in 2017 and since then, that pernicious shareholder has sought to discredit the GI as registered – most wickedly by mischaracterising the GI restriction as “narrowing to one genus of yeast we are wiping out hundreds of years of history of rum making”. Willful ignorance or just ignorance, I let my hopefully now better informed readers be the judge.
The distillery has now demanded through their team of lawyers that the Jamaica IP office unilaterally rewrite the GI to their personal specifications despite the protests of the remaining three distillers. One of my Jamaican colleagues, very high in the industry there, called this “insidious re-colonialization, putting his own selfish needs ahead of the industry and in contravention of the spirit of the GI.” I call someone who acquires a minority interest in a Jamaica distillery in 2017 and who then demands the GI be rewritten to their unilateral specification a megalomaniac.
Among the demanded changes, all designed to render the GI nugatory, is a demand to add other fermenting agents including bacteria. So pitched yeast and now pitched bacteria. A kind of rapid, cheaper ersatz Jamaica rum to be made and sold under a cloud of trite, hyperbolic marketing clichés. Pitched yeast and pitched bacteria take us further away from the true terroir of Jamaica Rum.
I suspect part of the motivation to rewrite the GI is the delusion based on the once again trendy advocation of Greg that magical Jamaica Rum will produced by simply pitching S. Pombe. It takes a high level of Dunning-Kruger type stupidity to think you are going to “innovate” Jamaica Rum by simply changing the brand of added yeast. You need to take West Indian distillers for a ‘pack of fools’ to believe this.
I will let Maggie Campbell, artisan distiller, yeast guru and esteemed colleague have the last word:
“It is wise to remember this is the life’s work and lived experience of these GI supporting Jamaican producers, they are not unwise or foolish, rather they are guardians of their culture and community. No one needs to benevolently jump in and fight to save Jamaican rum from itself, they are protecting it just fine themselves and the GI laws are set up to do just that”.
“If you do not want to participate in the community standards and cultural practices then you do not also get to demand instant access to leverage that community’s and culture’s hard won reputation for excellence.”
Again, huge thanks to Richard for allowing me to collate and reproduce the information here

© Steven James, Rum Diaries Blog and Richard Seale. Unauthorized use and/or duplication of this material, both written and photographic without the express and written permission from this blog/sites author and owner is strictly prohibited. Excerpts and links may be used, provided that full and clear credit is given to Steven James, Richard Seale and Rum Diaries Blog with appropriate and specific direction to the original content.